Was ist eine bimetallische konische Doppelschnecke für die Extrusion?
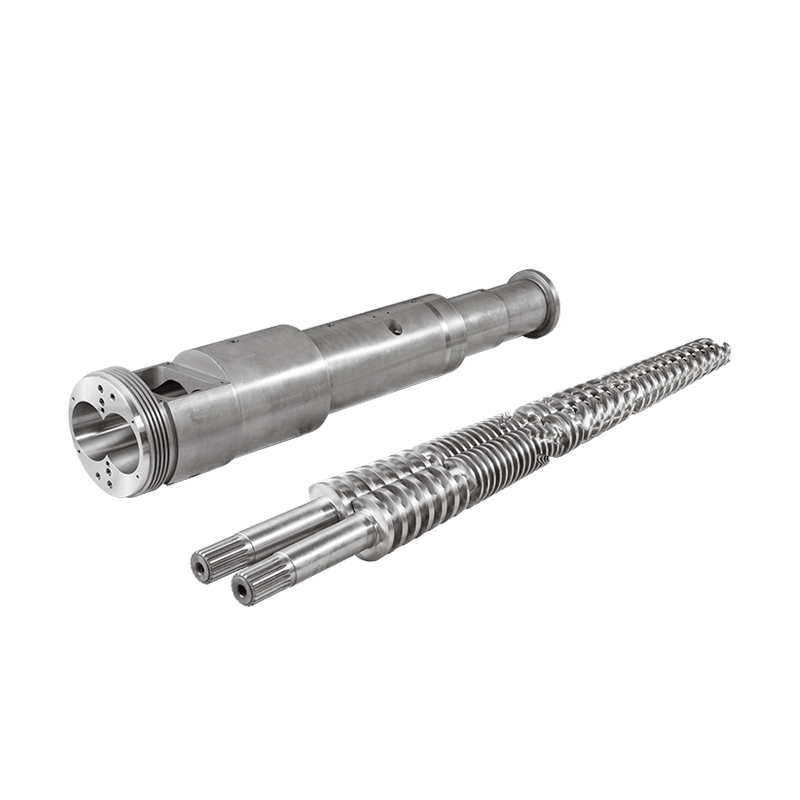
Im Vergleich zum Einzelextruder verfügt der konische Doppelschneckenextruder über zwei ineinandergreifende identische Schnecken, die in einem passenden Zylinder untergebracht sind
Bei Bimetall bedeutet dies, dass die konische Bimetall-Doppelschnecke aus zwei Legierungsmetallen besteht. Das erste Metall ist das Grundmaterial und das zweite Metall ist das Beschichtungsmaterial. Daher weist die bimetallische konische Doppelschnecke für die Extrusion eine bessere Korrosions- und Abriebfestigkeit auf, ist langlebiger und hält länger als nicht-bimetallische Schnecken.
Wie stellt man die bimetallische konische Doppelschnecke für die Extrusion her?
Barrelize verwendet PTA-Schweißmaschinen, um die speziellen Ni-basierten Legierungspulver auf den Schraubenkamm zu sprühen und zu verschweißen. So können die Schneckengänge geschützt und der Verschleiß hinausgezögert werden, nachdem wir eine abrieb- und korrosionsbeständige Beschichtung auf die Oberseite der Schneckengänge aufgetragen haben.
Was sind die Spezifikationen einer bimetallischen konischen Doppelschnecke für die Extrusion?
Als erstes Grundmaterial können Sie zwischen 38CrMoALA und 42CrMo wählen. Das zweite Metall ist normalerweise eine Legierung auf Ni-Basis. Durch Barrelisieren kann die Dicke der Bimetallschicht auf 1,5 bis 2 mm erhöht werden. Die Härte kann HRC53-HRC56 erreichen.
Der allgemeine Vorteil bimetallischer konischer Doppelschnecken für die Extrusion: hohe Korrosionsbeständigkeit, hohe Verschleißfestigkeit und hohe Temperaturbeständigkeit, längere Haltbarkeit und längere Lebensdauer.
Welche Anwendung finden bimetallische konische Doppelschnecken bei der Extrusion?
Additive Kunststoffmaterialien mit weniger als 30 % Glasfaser, Nylon, PC, PPA, Te, Fire-PC-Glasfaser, Nylon-Glasfaser.
Blasfolienextrusionsmaschinen, Kunststoffplattenextrusionsmaschinen, Draht- und Kabelextrusionsmaschinen
Kontaktieren Sie uns jetzt bezüglich detaillierter Anforderungen. Barrelize kann Ihnen den richtigen Vorschlag für eine konische Doppelschnecke für die Extrusion mit einer geeigneten Beschichtungslegierung für eine effiziente Lebensdauer unterbreiten.
| Produkt | Materialbasis | Behandlung | Technischer Parameter | Anwendung |
| Schrauben | 38CrMoAlA | Nitrieren | Anlasshärte: HB260-280
Nitrierhärte: HV950
Tiefe der Nitridschicht: 0,4–0,6 mm
Sprödigkeit: ≤2,5
Oberflächengüte Ra0,04 | Wird für gewöhnliche säurefreie Produkte mit geringer Partikelgröße verwendet und enthält kein GF. Wie ABS\PP\PS usw. |
| Schrauben | 38CrMoAlA | Bimetallische Legierung auf Ni-Basis | Legierungsdicke: ≥1,5 mm
Härte: HRC53~56
Sprödigkeit: ≤2,5
Oberflächengüte Ra0,04 | Wird zum Hinzufügen von saurem Kunststoff mit einem GF-Anteil von weniger als 30 % verwendet. |
| Schrauben | 42CrMo | Galvanische Bimetalllegierung auf Ni-Basis | Legierungsdicke ≥ 1,5 mm
Galvanisierungsdicke: 0,03–0,0 mm
Härte: HRC52~55 | transparentes Material/Farbmischmaterial |
| Schrauben | Vollständig harter pulvermetallurgischer Stahl | Vakuum-Abschreckverfahren | Abschreckhärte: HRC57-59,
Galvanisierbare Dicke: 0,03–0,05 mm | geeignet für technische Kunststoffe mit 35 % GF oder weniger,
Hochtemperaturmaterialien. PA GF/ LCP GF/Hochtemperatur-PC |
| Schrauben | Vollharter pulvermetallurgischer Stahl | Vakuum-Abschreckverfahren | Abschreckhärte: HRC59~61
Dicke 0,005–0,01 mm | Geeignet für technische Kunststoffe mit 45 % GF oder weniger |





.png){kind=link}
{kind=link}
{kind=link}
{kind=link}
.png){kind=link}