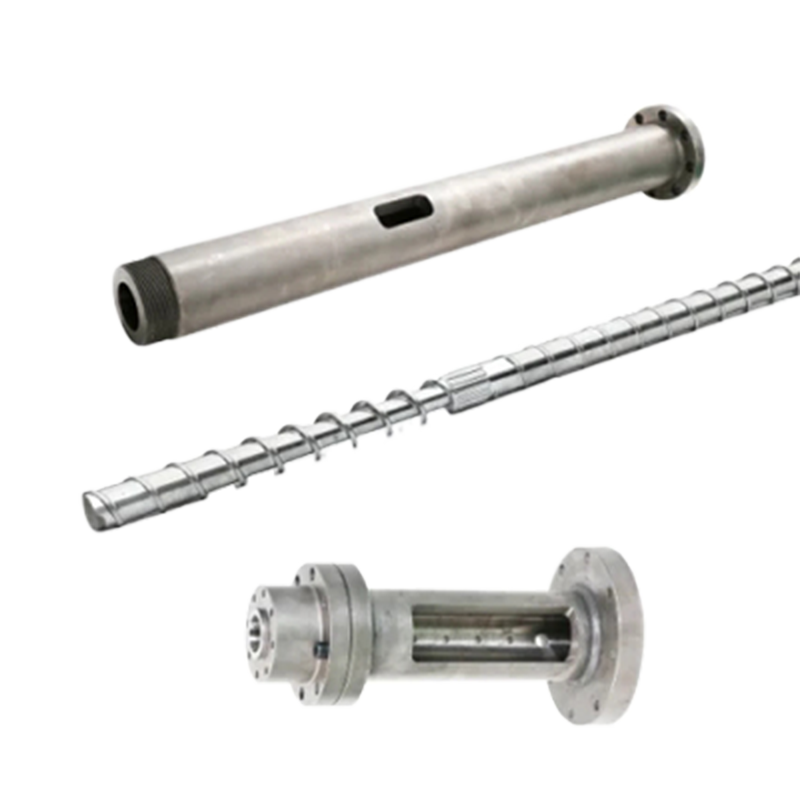
Was sind Bimetall-Extrusionszylinder?
Fassize Bimetall-Extrusionszylinder bestehen aus zwei Legierungsmetallen. Das erste Metall ist das Grundmaterial und das zweite Metall ist das Beschichtungsmaterial. Daher weisen die Bimetall-Extrusionszylinder eine bessere Korrosions- und Abriebfestigkeit auf, sind langlebiger und halten länger als Nicht-Bimetall-Zylinder.
Wie stellt man Bimetall-Extrusionszylinder aus zwei Metallen her?
Fassize verwendet einen fortschrittlichen Gasofen, um die Auskleidungslegierung zentrifugal auf die Innenfläche des Zylinders zu gießen, was eine hohe Oberflächenhaftfestigkeit bietet und die Widerstandsfähigkeit des Bimetall-Extrusionszylinders verbessert.
Was ist die Spezifikation des Fassize Bimetall-Extrusionszylinders?
Als erstes Grundmaterial können Sie zwischen 38CrMoALA und 42CrMo wählen. Für das zweite Metall kann Fassize Ihnen Legierungen auf Eisenbasis, Legierungen auf Nickelbasis und Wolframkarbidlegierungen anbieten. Durch Barrelisieren kann die Dicke der Bimetallschicht auf 1,5–2 mm erhöht werden. Die Härte eines Bimetall-Extrusionszylinders auf Eisenbasis kann HRC60 erreichen.
Die allgemeinen Merkmale der Verwendung des Bimetall-Extrusionszylinders Barrelize:
1. Hochleistungsträger
2. Bimetallkonstruktion
3. Bimetallischer Bohrungseinleger
4. Unlösbare Inlay-Verbindung
Der allgemeine Vorteil des Bimetall-Extrusionszylinders von Barrelize: Korrosionsbeständigkeit und Verschleißfestigkeit, Verbesserung der Ermüdungsfestigkeit und schließlich Verbesserung der Nutzungsdauer.
Was ist die Anwendung für Barrelize Bimetall-Extrusionszylinder?
Additive Kunststoffmaterialien mit weniger als 30 % Glasfaser, Nylon, PC, PPA, Te, Fire-PC-Glasfaser, Nylon-Glasfaser.
Blasfolienextrusionsmaschinen, Kunststoffplattenextrusionsmaschinen, Draht- und Kabelextrusionsmaschinen
Rufen Sie uns jetzt an, um mit unserem Team über Ihren spezifischen Bedarf zu sprechen. Wir haben den Experten, der sich Ihre Anforderungen anhört und versteht, wonach Sie suchen.
| Produkt | Materialbasis | Behandlung | Technischer Parameter | Anwendung |
| Barrel | 38CrMoAlA | Nitrieren | Anlasshärte: HB260-280
Nitrierhärte: HV950
Nitridschichttiefe: 0,4–0,6 mm,
Sprödigkeit: ≤ 2 | Wird häufig für säurefreie Kunststoffe mit einem GF-Gehalt von weniger als 10 % verwendet.
wie PP\PS\AS\ABS\TPU\TPE |
| Barrel | 38CrMoAlA | Bimetallische Legierung auf Fe-Basis | Legierungsdicke: 1,5–2 mm
Oberflächenhärte: HRC60-65 | Wird häufig zum Hinzufügen von saurem Kunststoff mit weniger als 30 % GF, PC/PA verwendet |
| Barrel | 38CrMoAlA | Bimetallische Ni-Basislegierung mit 15 % Wolframkarbidpulver | Legierungsdicke: l.5-2MM,
Oberflächenhärte HRC52~55 | Wird häufig zum Hinzufügen von saurem Kunststoff zu GF verwendet
weniger als 35 %, PA/LCP/PBT |
| Barrel | 38CrMoAlA | Bimetallische Ni-Basislegierung mit 25 % Wolframkarbidpulver | Legierungsdicke: 1,5–2 mm
Oberflächenhärte: HRC58~62 | Wird im Allgemeinen zum Hinzufügen von saurem PEEK/PPS/LCP/Flammschutzmittel verwendet |





{kind=link}
{kind=link}
{kind=link}
{kind=link}